En Estados Unidos, el liderazgo de Frederick
Taylor y su “dirección
científica” (Taylor, 1911) supuso la separación entre la planificación del
trabajo y su ejecución: la planificación era realizada por distintos
especialistas mientras que los capataces y operarios ejecutaban la
planificación hecha por aquellos.
Desde
el punto de vista del control de calidad, también se segregó la producción de
la inspección. Se crearon entonces departamentos de inspección, llamados de
“Control de Calidad” o de “Aseguramiento de la Calidad”, con la finalidad de
separar los productos buenos de los defectuosos de forma que éstos no llegaran
al cliente.
En el desarrollo de los métodos de control de calidad se produjo un
salto cualitativo con los estudios de Walter
A. Shewhart, que entonces trabajaba en los Laboratorios Bell Telephone,
quien a partir de la década de 1920 inició el perfeccionamiento del control de
la calidad introduciendo el muestreo estadístico de los procesos. Definió el
control de calidad en términos de variación provocada por causas asignables y
causas aleatorias e introdujo los gráficos de control de proceso como una
herramienta para distinguir entre los dos tipos de variaciones.
El
control de calidad se desplaza entonces de la mera inspección final del producto,
al control estadístico del proceso con el fin de determinar cuándo un proceso
está sometido a variaciones en su comportamiento, tales que su resultado
derivará en producto defectuoso, es decir, fuera de los límites de las
especificaciones establecidas en el diseño. Shewhart hizo hincapié en que los
procesos de producción deben ser controlados estadísticamente, de forma que
sólo existan variaciones de causas ocasionales o aleatorias, para así
mantenerlos bajo control. Su trabajo fue expuesto en Economic Control of
Quality of Manufactured Products (Shewart, 1931).

En 1949 la Unión Japonesa de Científicos e Ingenieros (JUSE – Union of
Japanese Scientists and Engineers) constituye un grupo de investigación sobre
control de calidad. En 1950 Edwards
Deming es invitado a
impartir una serie de cursos y seminarios que promueven fuertemente el uso del
control estadístico de la calidad, que se había mostrado muy eficaz en la
disminución de las causas asignables de variación de los procesos y en la
reducción del personal encargado de efectuar la inspección.
La
aplicación del control estadístico de la calidad tuvo amplia difusión en las
industrias, especialmente en el ámbito de la fabricación. Ello en un país con
una elevada densidad de población que carece de materias primas, por lo que se
consideró estratégico producir bienes con una calidad que facilitara la
exportación. No obstante, el enfoque del control de calidad se mostró
insuficiente ya que involucraba únicamente a ingenieros y personal de planta,
producía rechazo en el personal y no implicaba suficientemente a la gerencia de
las industrias.

En 1954, Joseph M.
Juran visita Japón e
imparte una serie de seminarios dirigidos a niveles directivos altos y medios,
sensibilizándolos acerca de su papel en el control de la calidad. Esta visita
de Juran marcó “una transición en las actividades de control de calidad en
Japón” (Ishikawa, 1985), en el sentido de no limitarlas a ingenieros y
empleados de la línea operativa, sino de extenderla a toda la empresa, dando
paso a lo que se denominó “control total de calidad”.
Desde
el enfoque japonés, control de calidad total significa la participación de todo
individuo en el control de calidad, y no únicamente de especialistas en
calidad, de personal de producción o de miembros de la dirección.
 No
obstante las técnicas estadísticas del control de calidad poseían una cierta
complejidad que impedía su uso por parte del personal no especializado en
ellas. Era entonces necesario disponer de herramientas que no requirieran de un
conocimiento experto en técnicas estadísticas y que, por tanto, pudieran ser
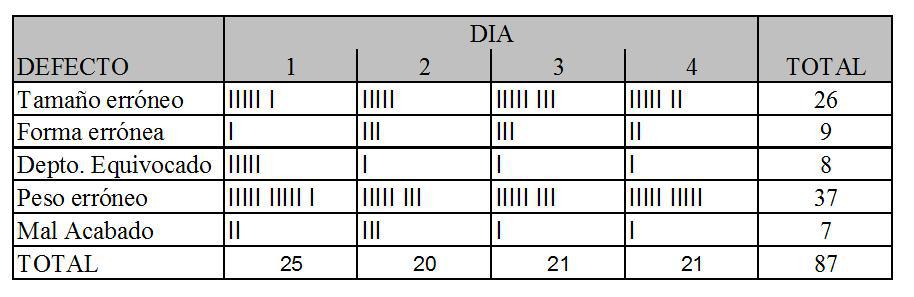
aplicadas en los círculos de calidad. En 1968 Kaoru Ishikawa propone un conjunto de
técnicas estadísticas sencillas para ser aplicadas por los círculos de calidad. Según
Ishikawa, con las siete herramientas básicas es posible resolver el 95% de los
problemas que presenta una organización, sobre todo en el área de producción.
No
obstante las técnicas estadísticas del control de calidad poseían una cierta
complejidad que impedía su uso por parte del personal no especializado en
ellas. Era entonces necesario disponer de herramientas que no requirieran de un
conocimiento experto en técnicas estadísticas y que, por tanto, pudieran ser
aplicadas en los círculos de calidad. En 1968 Kaoru Ishikawa propone un conjunto de
técnicas estadísticas sencillas para ser aplicadas por los círculos de calidad. Según
Ishikawa, con las siete herramientas básicas es posible resolver el 95% de los
problemas que presenta una organización, sobre todo en el área de producción.

Wilfredo Pareto puso en
marcha varias teorías dentro del campo de la sociología y economía; entre ellos
se tiene: la teoría social de Pareto, la teoría de las elites (que es un grupo
minoritario dentro de una sociedad y que tiene un estatus superior al resto de
integrantes de la misma), también la teoría de la acción (acciones lógicas y
acciones no lógicas), además de crear el concepto de la regla 80:20 muy
aplicado en nuestros días en el comercio.